




Основная Информация.
Описание Товара
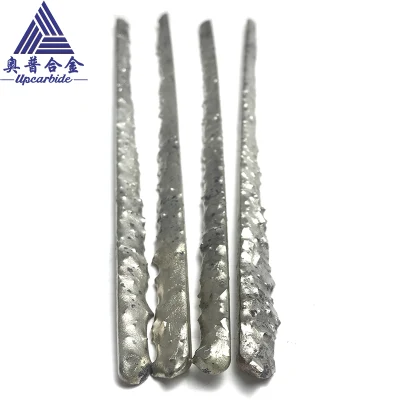
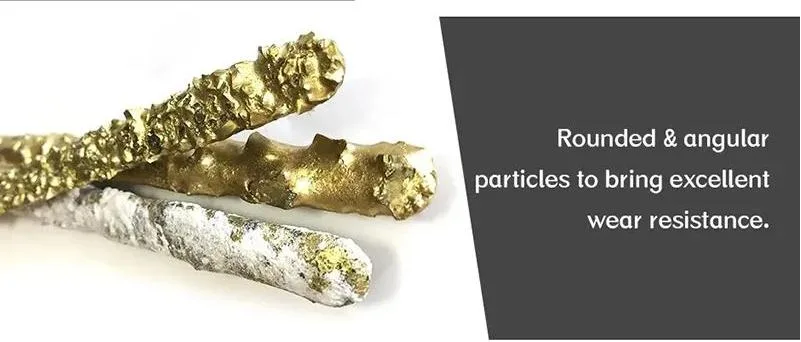
 1.carbide стержень для пайки из медного сплава изготавливается из металлолома карбида вольфрама и эластичного матричного сплава, внешний слой специального флюса и краски маркировывается сортом лома, состав металлолома из карбида вольфрама в основном CO и WC, твердость HRA 89~91, корпус шины матал Ni и медь Сплав, прочность может достигать 690 МПа, твердость HB≥160.
1.carbide стержень для пайки из медного сплава изготавливается из металлолома карбида вольфрама и эластичного матричного сплава, внешний слой специального флюса и краски маркировывается сортом лома, состав металлолома из карбида вольфрама в основном CO и WC, твердость HRA 89~91, корпус шины матал Ni и медь Сплав, прочность может достигать 690 МПа, твердость HB≥160. 2.Common размера частиц: 1/16" x 1/8" (1.6 x 3.2 мм) , 3/16" x 1/8" (3.2 x 4.8 мм) , 1/4" x 3/16" (4.8 x 6.4 мм) , 5/16" x 1/4" (6.4 x 3 мм) , 8/5" x 16 3" (7.9 x 9.5 мм), 1/2" x 8 12.7". 9.5
3.длина: 280 мм, 450 мм
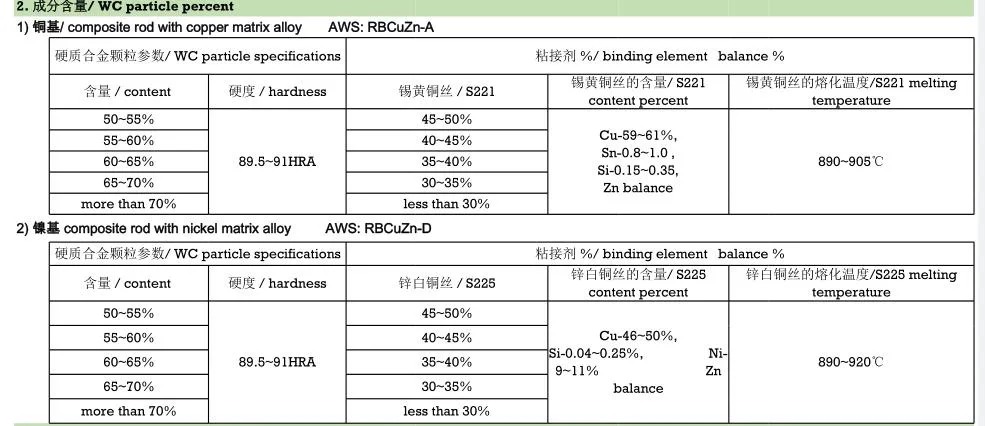
4. YG +CuSnZn или YG+CuSnZn+10% Ni
5.WC пескоструйная композиция : 70% , 60%,50%

| класс | размеры частиц (мм) | Длина сварочной штанги |
| ЯРД-9.5 | 8.2–9.5 | 280 или 450 мм |
| ЯРД-8 | 6.4–8.2 | 280 или 450 мм |
| ЯРД-6.5 | 4.8–6.4 | 280 или 450 мм |
| ЯРД-5 | 3.2–4.8 | 280 или 450 мм |
| ЯРД-3 | 1.6–3.2 | 280 или 450 мм |
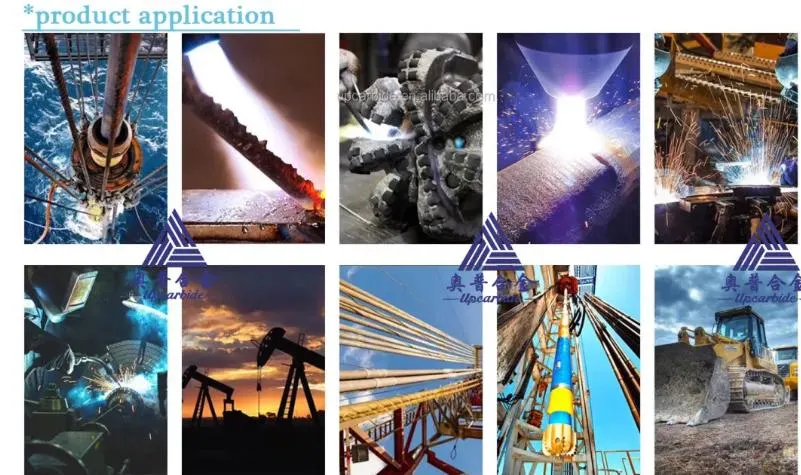
Использование:
В основном используется для наплавки масла, добычи полезных ископаемых, добычи угля, геологии, строительства и других отраслей промышленности, где имеет место серьезный износ или дефекты обоих видов резания. Например, фрезерные башмаки, шлифовка, центратор, расширитель, соединения бурильных труб, гидравлический измельчитель, скребок, ножи плуга, коронка, свальная дрель, спиральное сверло и т.д.







Оксигенилен встык, рабочий процесс следующий:
(1) очистите заготовку, сделайте поверхность сварочных заготовок металлической каплевидной поверхностью.
(2) плоское положение сварки, поэтому может использовать соответствующее зажимное приспособление для контроля толщины слоя наплавки, толстого куска из имеющихся.
(3) при использовании устройства предварительного подогрева с нейтральным пламенем, жилы не соприкасаются с поверхностью, рекомендуется расстояние до 25 мм.
(4) слой сварки на твердых сплавах. При наплавке ЭЛЕКТРОДОМ типа YD наконечник нейтрального пламени (может быть слегка карбонизирующим пламенем) неподвижно расположен на поверхности заготовки, пламя нагревания легированного электрода (не допускайте контакта конусов пламени с частицами сплава), Корпус шины в расплавленном электроде, частицы твердого сплава также падают. Перед затвердеванием расплавленного металла частицы скапливаются, могут использоваться левой рукой пальцев электрода сплава, Или другой человек, держащий основной электрод или стержень на графитовом стержне, в быстрых частицах перемешивателя, обеспечивая их равномерное выравнивание. Управление толщиной слоя поверхности в соответствии с требованиями конструкции.
(5) после сварки заготовки, когда отсутствует вентиляция, медленное охлаждение, невозможно закаливка, условное использование асбестового покрывала.
(6) заготовка после охлаждения до комнатной температуры, при необходимости, шлифовальная поверхность, обращенной к требуемому размеру и форме.
(7) очистите заготовку, удалите все брызги, шлак и т.д.





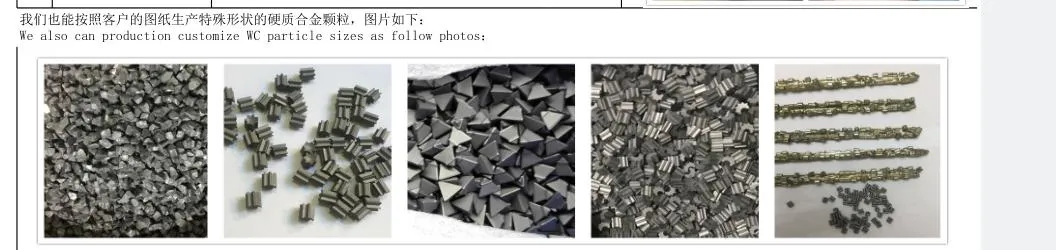
Наша фабрика специализируется на производстве ряда карбида вольфрама.
Наконечники для пил из карбида вольфрама
Кнопки из карбида вольфрама для долот
Вставки из карбида вольфрама для дорожных фрез, Плающие биты
Вставки из карбида вольфрама для угольных режущих кромок
Вставки из карбида вольфрама для лезвий Snopw Plow
Вставки из карбида вольфрама для горнодобывающего оборудования
Круглые стержни из карбида вольфрама или пустые круглые (диаметр от 1.0 до 25.4 мм, длина от 1.0 до 330 мм)
Карбидные трубки из вольфрама
Тунообразные твердосплавные кольца
Карбидные полоски и пластины из вольфрама
Цельные твердосплавные наконечники для окорбивных бит
Вставки или наконечники из карбида вольфрама
Туковые твердосплавные штифты
Шпильки крепления шин
Туники из карбида
Детали из карбида туниза
круглая фреза из карбида вольфрама
сварочный материал из сплава и т.д.









